
轴承游隙的定义
轴承游隙又称为轴承间隙,即指轴承在未安装于轴或轴承箱时,将其内圈或外圈一方固定,然后未被固定的一方做径向或轴向移动时的移动量。
轴承内部游隙是指一个轴承圈相对于另一个轴承圈径向移动的总距离(径向内部游隙)或轴向移动的总距离(轴承内部游隙)。
所谓滚动轴承的游隙,是将一个套圈固定,另一个套圈沿径向或轴向的活动量。
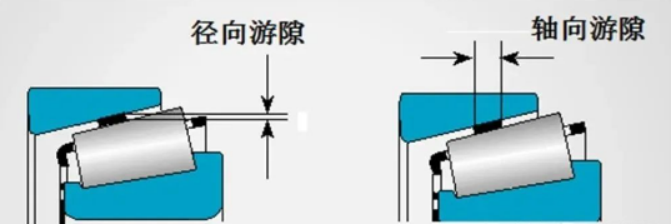
根据移动方向,轴承游隙分为径向游隙和轴向游隙。
对于不可调轴承的游隙,行业有相应的标准值(CN,C3,C4等),也可以定制特殊的游隙范围。当轴和轴承座尺寸已知,相应的内圈和外圈的配合量就确定了,安装后的游隙就不能改变。
正确选择游隙的重要性,游隙是轴承的一个重要技术参数,它直径影响到轴承的载荷分布、振动、噪声、摩擦、温升、使用寿命和机械运转精度等技术性能。
游隙过大会引起轴承内部承载区域减小,接触面应力增大,从而使用寿命缩短。还会造成轴承运转精度下降,振动和噪声增大。
游隙过小可能会在实际运行中出现负游隙(过盈),引起摩擦发热增大,温升提高,进而使有效游隙更小或过盈更大,如此恶性循环将导致轴承抱死。
由于在设计阶段配合量是一个范围,所以游隙也存在一个范围。
游隙可调轴承很好的解决了这个问题,通过改变滚道的相对轴向位置,我们可以得到一个确定的游隙值。当移动内圈的位置,我们大致可以得到正、负两种游隙。
沿径向的活动量叫径向游隙,沿轴向的活动量叫轴向游隙。一般来说,径向游隙越大,轴向游隙也越大,反之亦然。
滚动轴承的径向游隙指一个套圈固定不动,另一个套圈在垂直于轴承轴线方向,由一 个极端位置移动到另一个极端位置的移动量。
