
滚动轴承中的每一个零部件都具有不同的功能,而且在轴承的运转过程中都以各自的独特形式与速度进行运行。由于功能与运动速度的不同,所以会产生轴承零部件之间的摩擦。由轴承零部件之间的运动差异所产生的摩擦被称为运动摩擦。
滚动轴承的基本组成零件:内圈、外圈、滚动体、保持架等。在确定的使用条件下,其在运行过程中都有着自己的固定的运动状态(静止、转动、摆动或移动)。在绝大多数情况下,滚动轴承的外圈处于静止状态,内圈及滚动体、保持架组合件作旋转运动,作旋转运动的内圈及滚动体、保持架都有着固有的不同的旋转轴(轴心)及旋转速度,这种旋转运动的差异在不同轴承的结构类型中体现出不同的摩擦形态,以球轴承为例,如下图
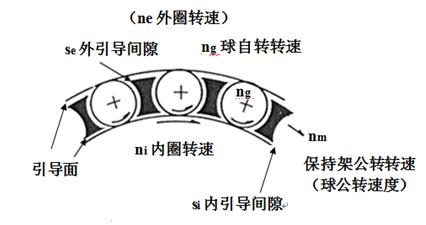
球轴承的运动分析(内圈旋转)
一.滚动体(钢球、滚子)的转动运动
在轴承转动的过程中,滚动体存在着两种不同形式的转动
(1)自转运动—即滚动体围绕自身的中心(轴)的转动,滚动体的自转速度为ng。
(2)公转运动—即滚动体围绕轴承的中心(轴)的转动,滚动体的公转速度为nm。
二.保持架的转动运动
在轴承转动的过程中,保持架是由滚动体带动旋转的,所以保持架围绕轴承的中心的转动的速度与滚动体公转速度是同步的即为nm。
三.套圈的转动运动
内圈转动速度ni:极大部分轴承的内圈是转动的、而且内圈与轴以紧配合形式相连,所以内圈的转动速度即为轴承(也即主轴)转动速度n。
外圈处于静止状态,如外圈转动、内圈静止,则外圈转动速度ne也即为轴承转动速度n。
